A aplicação correta de fluido de corte na usinagem é fundamental para aumentar a vida útil do ferramental e ampliar a taxa de remoção do material. Nesse contexto, o controle da pressão e da vazão da substância utilizada tem importante influência nos resultados, já que fluxos abundantes e sem direção específica não são eficientes, em alguns casos. Entenda como proceder adequadamente na utilização dos fluidos de corte.
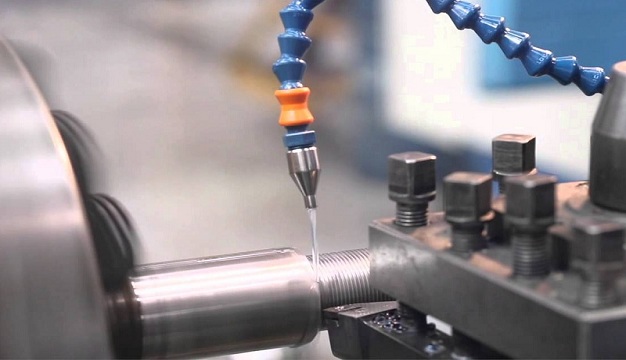
Aplicação de fluido refrigerante na usinagem em alta velocidade
Estudos da Universidade Estadual de Campinas (UNICAMP) apontam que há perda de eficiência na aplicação, com fluxo abundante em diversas direções, de fluido refrigerante na usinagem em processos de alta velocidade. O mais indicado, nessa situação, é a utilização de um sistema de alta pressão, pois ele se mostra mais eficaz na redução de desgaste da ferramenta, além de proporcionar atenuação das forças de corte, melhor formação de cavaco e qualidade superficial da peça.
Durante os ensaios foi verificado que a redução da vazão e o aumento da pressão do fluido de corte na usinagem ampliaram a vida útil do ferramental em relação a outras condições de refrigeração e que essa situação não alterou, de forma significativa, a temperatura de corte da ferramenta. Contudo, percebeu-se que a ausência de fluido influenciou determinantemente na variação diametral das peças de paredes finas.
Fluido de usinagem na retificação
Um sistema de alta pressão pode ser ideal no caso do processo de retificação já que, nessa operação, é preciso romper a barreira de ar formada entre o rebolo e peça. Para que se tenha uma penetração eficiente, a energia cinética do fluido de usinagem precisa ser maior que a do ar. Além disso, é preciso manter o rebolo livre de impurezas, pois assim pode-se diminuir a quantidade de dressagens (diamantação da ferramenta).
Aumento da pressão do fluido de corte de usinagem
Outra linha de pesquisa aponta que existem exceções quanto à eficácia do aumento de pressão do fluido de corte de usinagem na preservação das ferramentas. Pressões acima de 100 bar (1450 psi) podem acabar prejudicando o instrumental. Por isso, o mais indicado é manter a pressão de refrigeração entre 30-80 bar (435-1160 psi) de forma a melhorar tanto o controle de cavacos quanto a vida útil do ferramental.
Em circunstâncias gerais, 70 bar (1015 psi) é toda a pressão necessária para usinagem. Todavia, em situações específicas, é preciso aumentá-la, como nos casos em volumes muito grandes de fluido de corte que devem ser aplicados em pequenas áreas. Isso é comum no processamento de ligas de níquel, cobalto e ferro ou titânio com partícula submícron. Sem a pressão correta, o volume de fluido na zona de corte não consegue promover a troca de calor mais adequada.
Controle de pressão no fluido de corte na usinagem
O controle da pressão e da vazão do fluido de corte na usinagem são dois fatores muito importantes, pois a força de aplicação não pode defletir a peça que está sendo usinada. Isso se torna ainda mais crítico quando uma peça tem paredes finas ou em grandes balanços. Já nos processos de furação, por exemplo, o fluxo deve ser abundante e ter alta velocidade a fim de carregar todos os cavacos para fora da zona de corte e do furo para evitar o entupimento dos canais da broca.
Gostou de saber mais sobre o controle da pressão e da vazão do fluido de corte na usinagem? Então deixe seu comentário abaixo. Precisa de ajuda específica sobre o assunto? A CADIUM LUBRIFICANTES está pronta para te atender. Entre em contato conosco.